Prezentacja procesu wykonania repliki piasty koła zabytkowego motocykla Sokół 1000.
Założenia projektowe
1. Wykonanie modelu 3D na podstawie oryginalnej piasty
2. Przygotowanie modelu odlewniczego uwzględniającego naddatki materiału na późniejszą obróbkę oraz metodę odlewniczą i skurcz materiału docelowego
3. Wykonanie rzeczywistego modelu odlewniczego
4. Prace wykańczające modelarskie poprawiające jakość powierzchni
5. Wykonanie odlewów piast
6. Obróbka odlewów na maszynach CNC oraz konwencjonalnych z zastosowaniem oprzyrządowania specjalnego
7. Zmiana metody odlewniczej
8. Wykonanie nowych form
9. Podsumowanie projektu

Oryginalne koło

Widok skanowanej piasty w środowisku ScanStudio

Chmura punktów wczytana do SOLIDWORKS
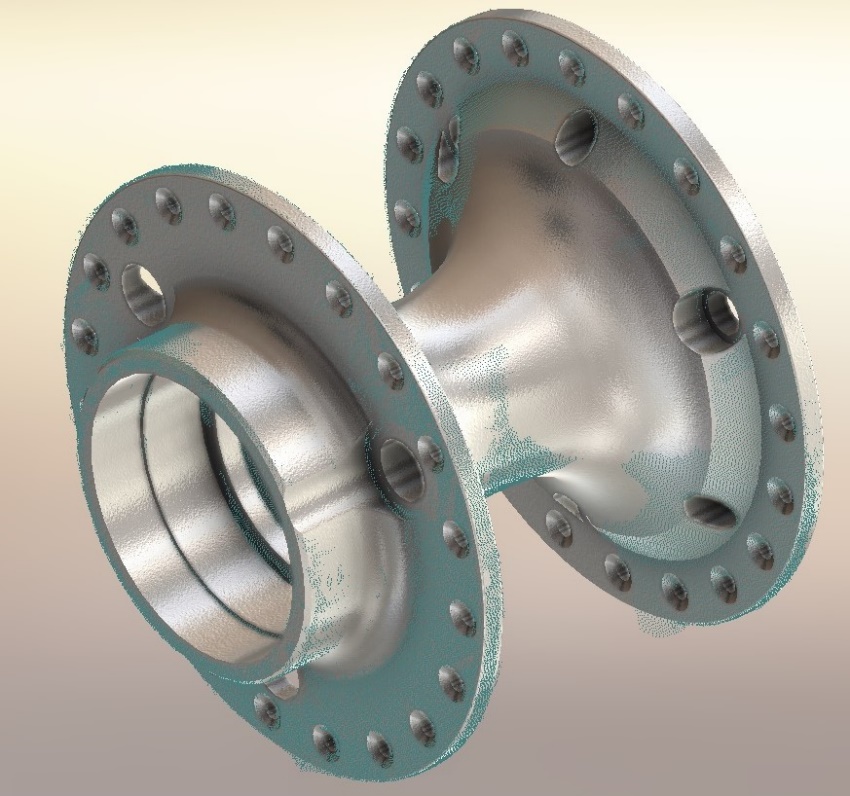
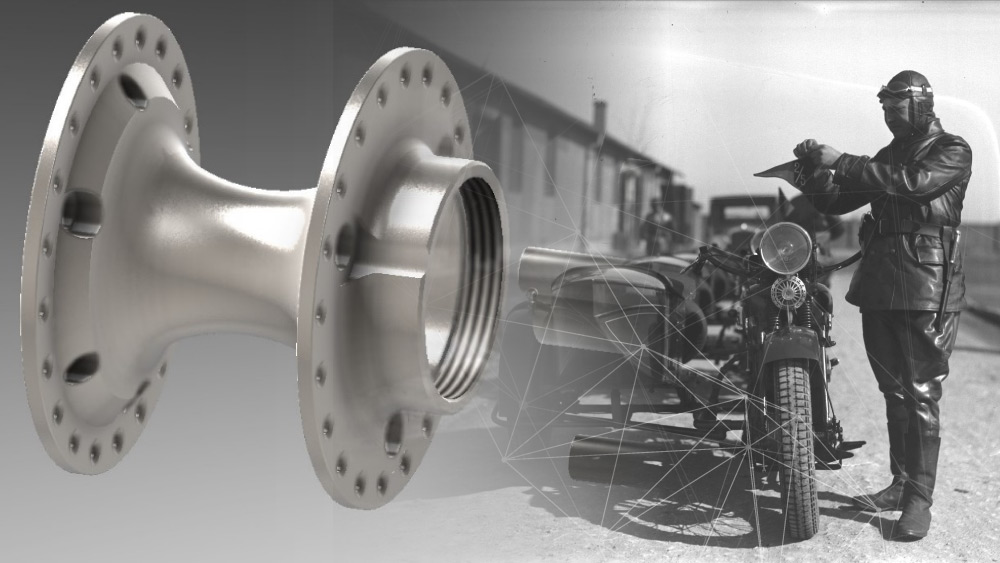
Widok gotowego modelu CAD
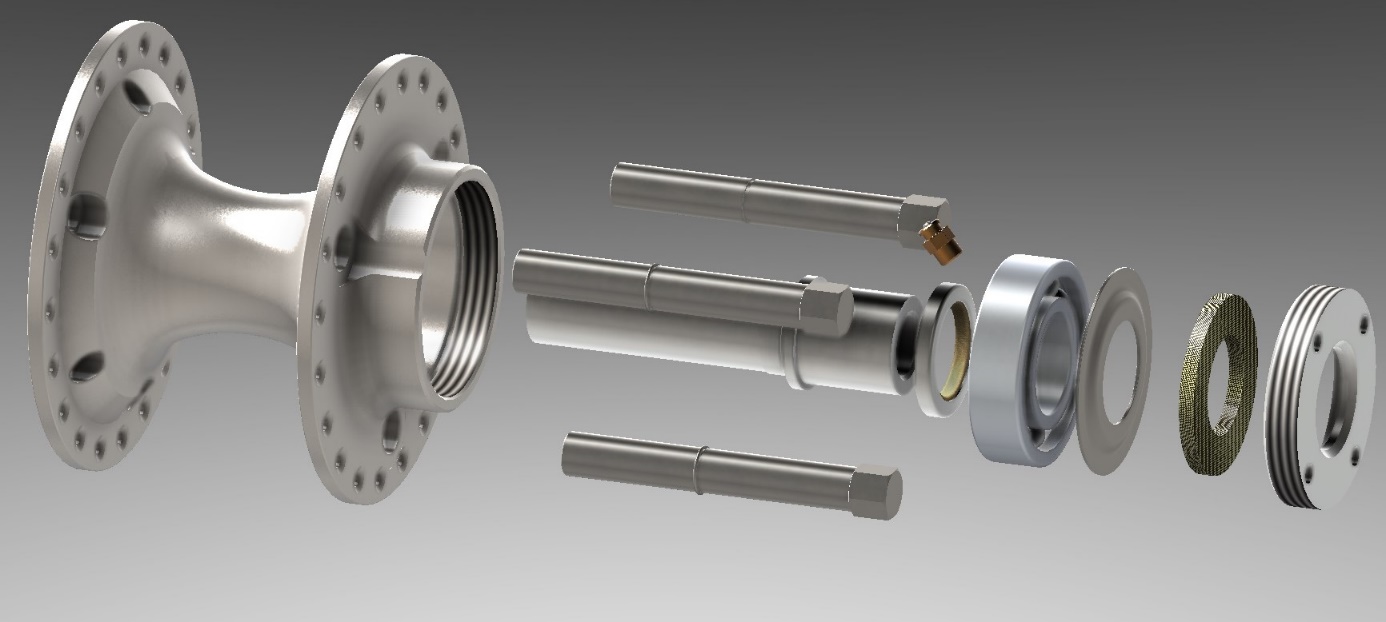
Widok rozstrzelony piasty wraz z wszystkimi dodatkowymi elementami
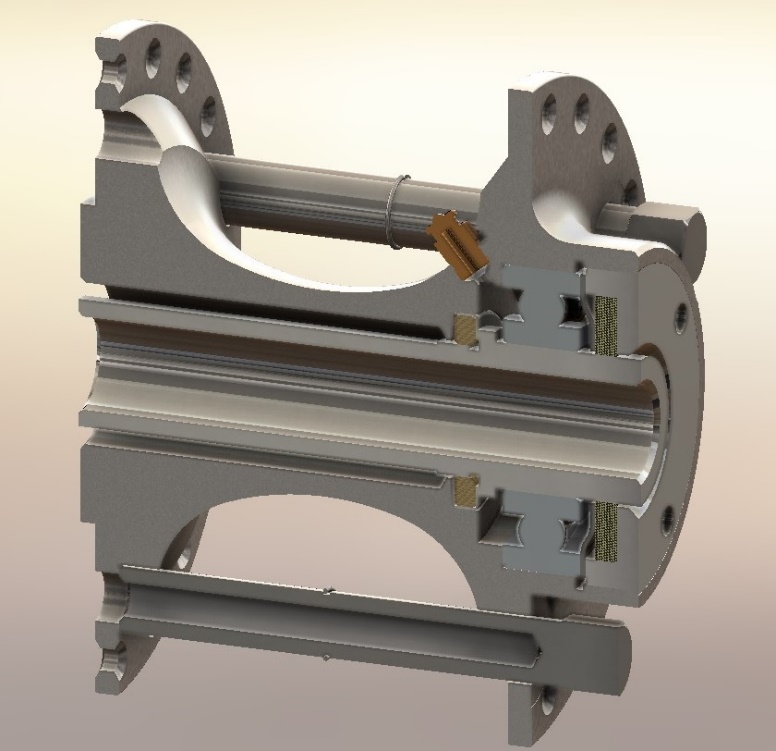
Przekrój złożenia piasty

Wydrukowany model odlewniczy uwzględniający naddatki i skurcz odlewniczy przy odlewaniu w formach piaskowych
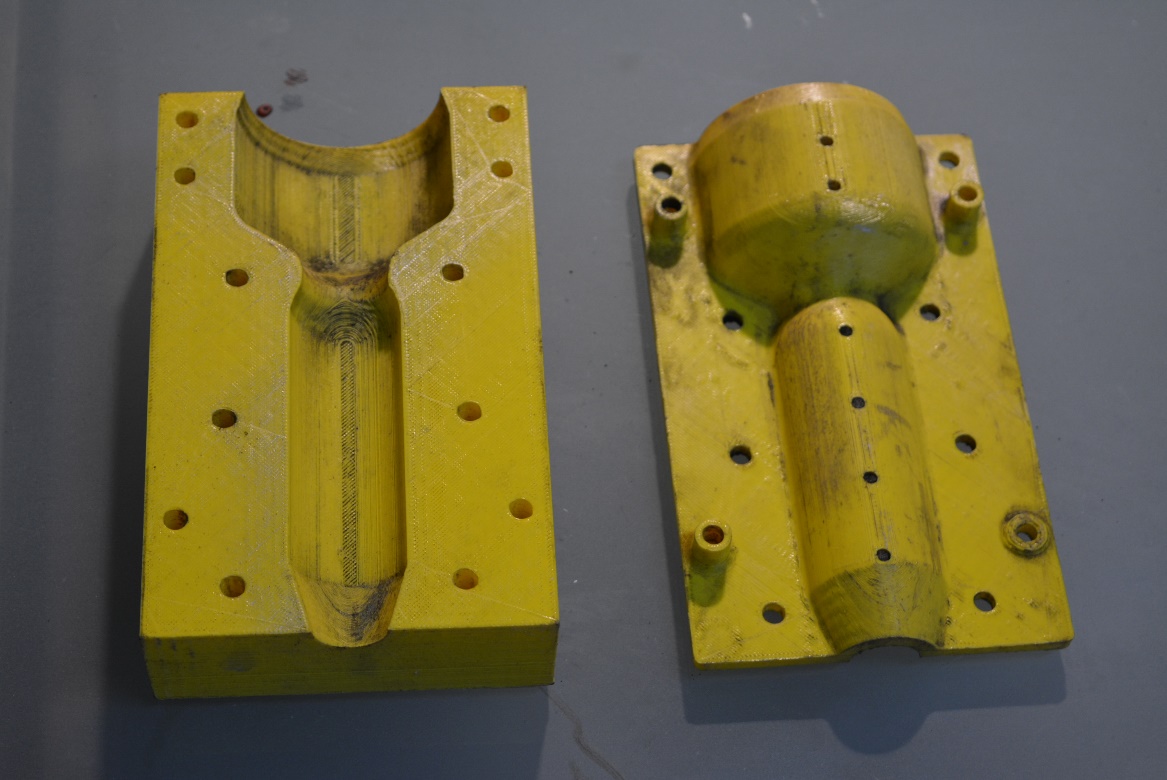
Rdzennica

Obróbka faz wewnętrznych z wykorzystaniem przyrządu specjalnego na maszynie konwencjonalnej

Gotowa piasta

Gotowa piasta z zamontowanymi elementami wewnętrznymi

Wydruk modelu odlewniczego przed obróbką modelarską; model przystosowany do wykonania formy pod tracony wosk
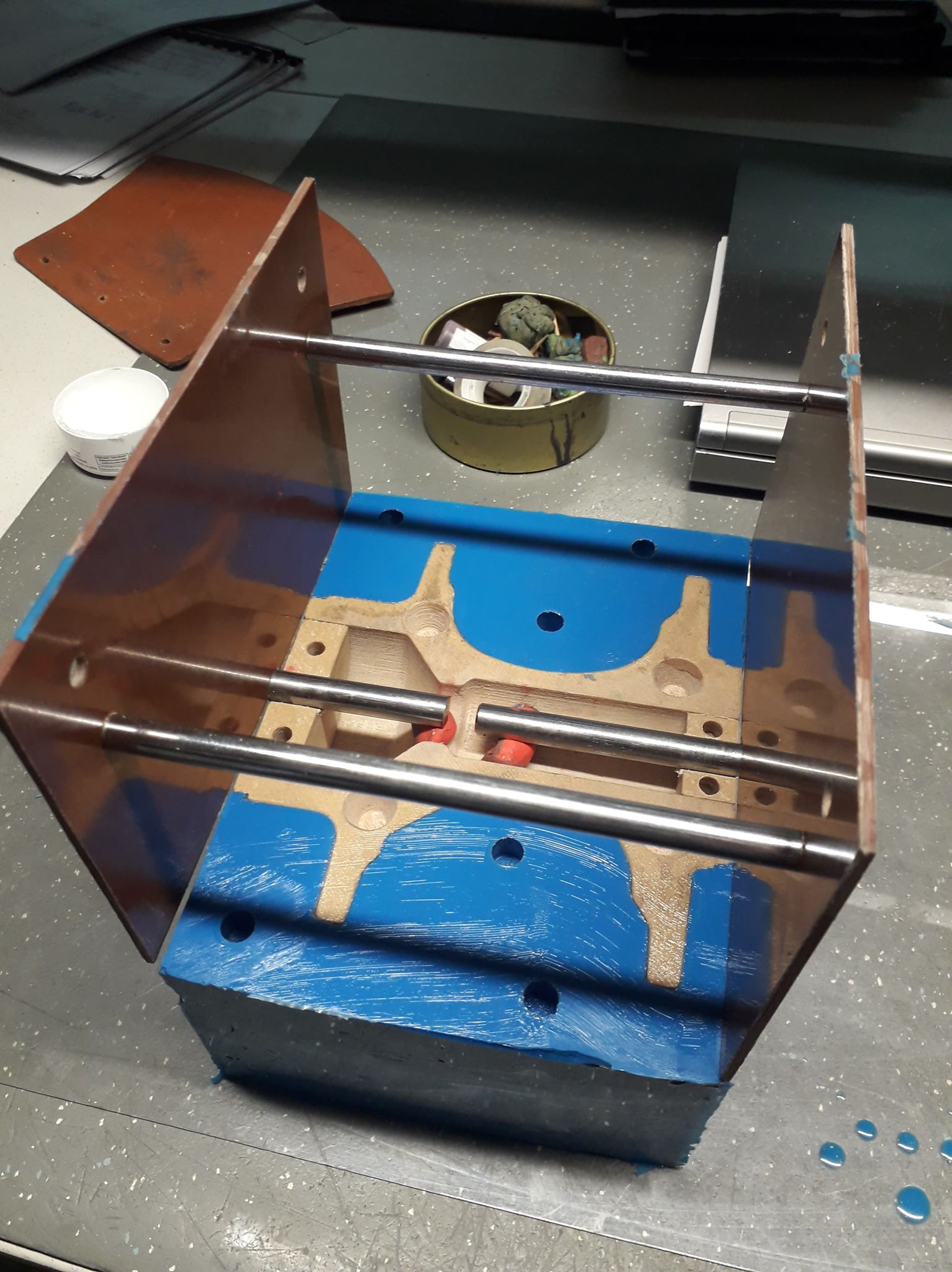
Proces przygotowania formy pod modele woskowe
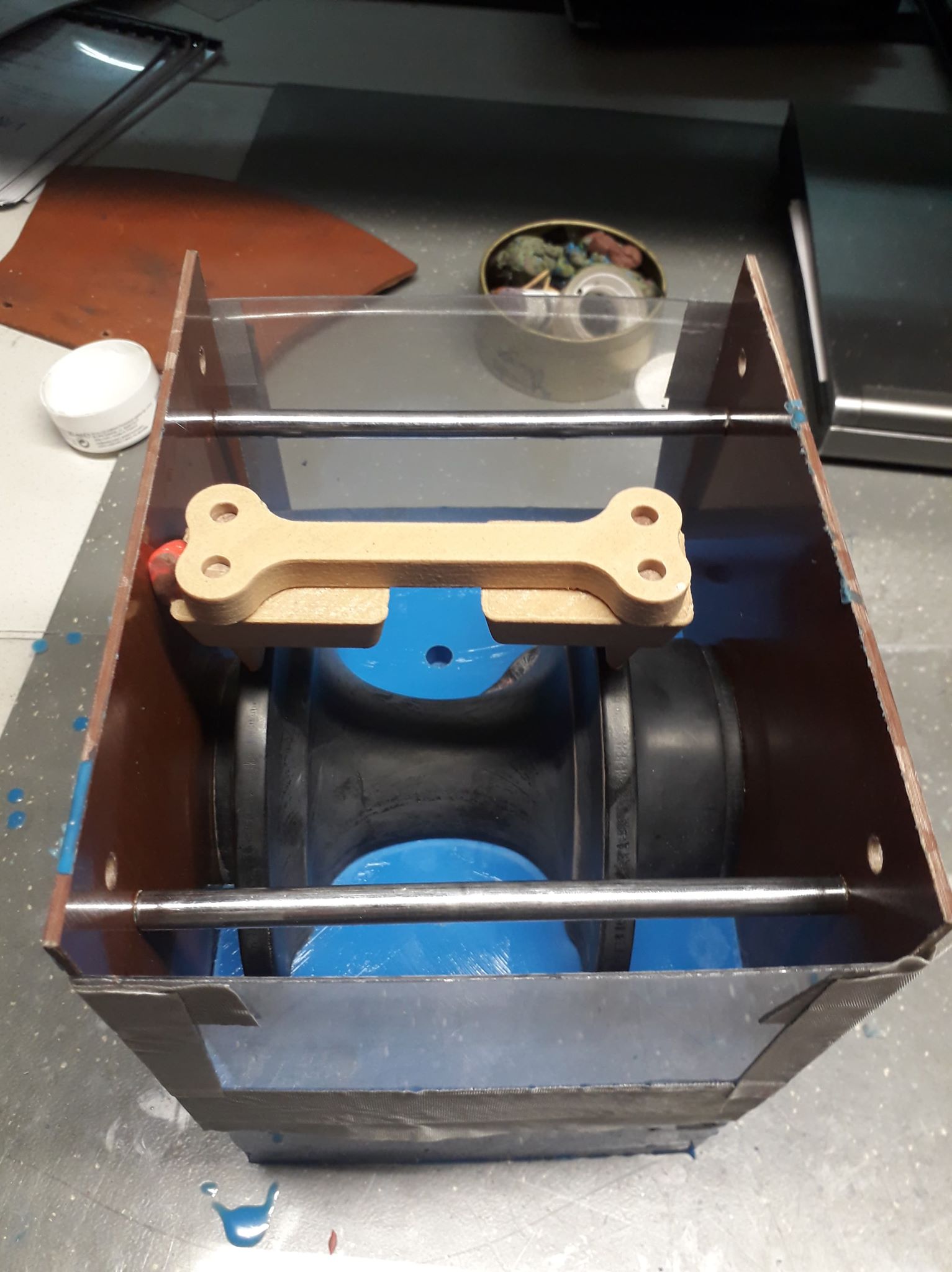
Proces przygotowania formy pod modele woskowe
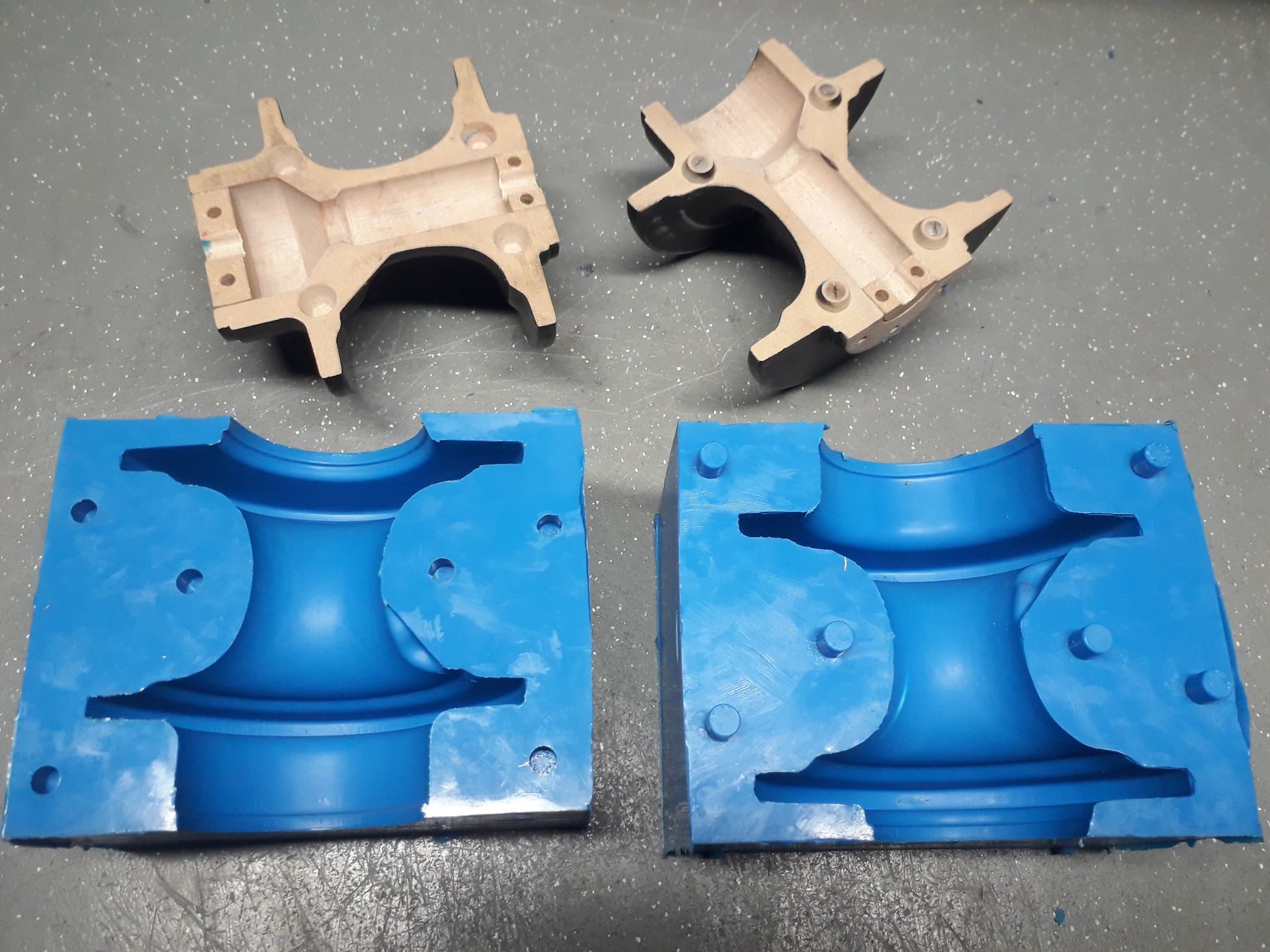
Gotowa forma silikonowa

Model woskowy piasty

Model woskowy pozbawiony rdzenia

Gotowe koła wraz z bębnami – przednie i tylne kompletne
PODSUMOWANIE:
Praca nad repliką piasty, a w zasadzie całego koła motocykla Sokół 1000, wymagała zastosowania wielu technologii – począwszy od inżynierii odwrotnej, modelowania CAD w środowisku SOLIDWORKS, druku 3D, obróbek CNC, jak również tradycyjnej obróbki manualnej. Wykorzystane zostały dwie technologie odlewania: odlewanie w formach piaskowych i w formach ceramicznych. Największą trudnością podczas tworzenia projektu było spasowanie wszystkich elementów ze sobą, gdyż wzory nie pochodziły z jednego kompletu.
{kind=link}